

 英语
英语 法语
法语
Adresse
148, Rue Yongda, Rue Jiangkou, District Huangyan, Taizhou, Zhejiang, Chine
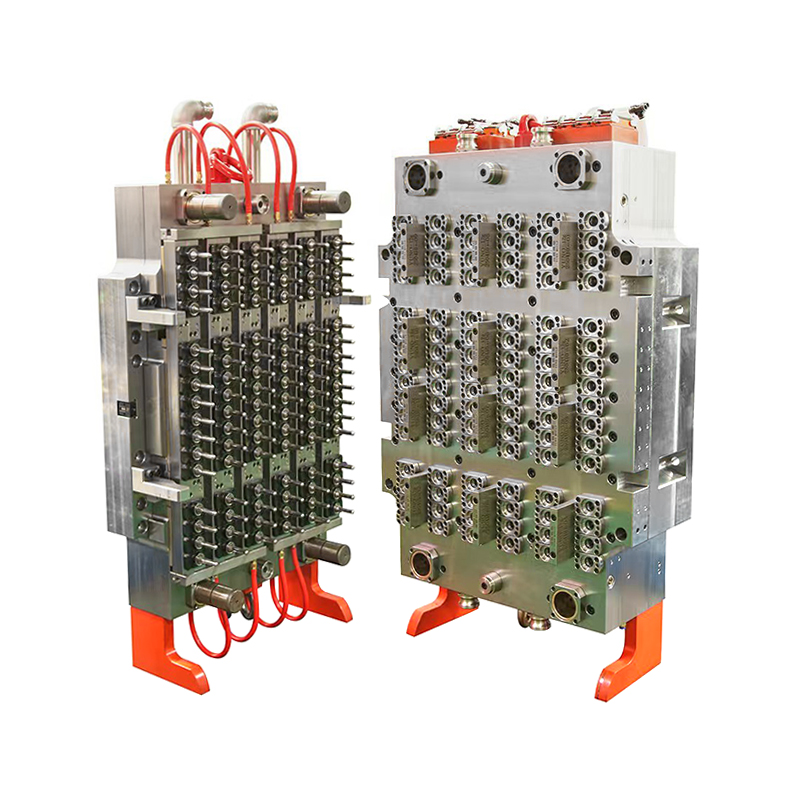
Rien n'érode profiter plus rapidement dans une usine de préforme 24/7 qu'une halte imprévue causée par un système de fuite, branché ou surchauffé. Une heure de temps d'arrêt sur un outil de 144 cavité effectuant des cycles de 10 secondes coûte environ 52 000 préformes perdues et jusqu'à 8 000 USD en marge de contribution. Le Pet Perforce Moule lui-même peut être usiné sur la précision du micron, mais si le collecteur de coureurs chauds, les portes de valve ou le contrôleur séquentiel se comportent mal, cet acier devient un capital inactif. Vous trouverez ci-dessous une liste de contrôle testée sur le terrain que les directeurs de production peuvent copier-coller dans leur stand-up matin pour maintenir la fusion et les lumières vertes.
La sécheresse du matériau est le portier
PET est hygroscopique; 100 ppm d'humidité à 280 ° C hydrolyse dans l'acétaldéhyde et abaisse la viscosité intrinsèque de 0,02 dl g⁻¹ en quelques minutes. Low-IV La fonte est plus cassante et se fracture dans les brins d'angle qui obstruent les sièges à broches de soupape. Installez un sécheur à double lit en livrant de l'air de rosée de –40 ° C et vérifiez-le avec un capteur capacitif en ligne attaché à la presse PLC. Si l'humidité> 30 ppm, la presse à injection doit être verrouillée pour empêcher le démarrage. Un convertisseur européen a enregistré une baisse de 38% des arrêts liés aux coureurs chauds après avoir ajouté ce seul verrouillage.
Balance acier et cuivre pour la symétrie thermique
Un outil de gate de soupape de 48 cavité à vélo tous les 6,5 s génère 1,8 kW par cavité en chaleur de cisaillement. Si la plaque de collecteur est purement en acier P20, la température delta sur une portée de 600 mm peut dépasser 12 ° C, provoquant des bouchons froids d'un côté et bave de l'autre. Les fabricants de moisissures brouillent désormais des inserts en alliage de cuivre de 3 mm directement au-dessus de chaque pointe de buse; La conductivité de 400 W M⁻¹ k⁻¹ de Copper en fonction du 29 W M⁻¹ K⁻¹ de l'acier applaudie le profil à ± 2 ° C. Le coût d'usinage supplémentaire (≈ 4 000 USD) rembourse en deux semaines sur des lignes à volume élevé.
Adopter un chauffage prédictif au lieu d'alarmes réactives
Les thermocouples sur chaque zone de radiateur sont standard, mais ils ne vous disent que lorsque vous êtes déjà hors-spécification. Ajoutez un enregistreur de puissance à 24 canaux qui mesure le tirage d'ampérage tous les 200 ms. Une tendance à la hausse de 5% sur 72 h indique le bâtiment à l'échelle sur la bande de chauffage, ce qui augmente la résistance. Le logiciel planifie un échange de radiateur prévu lors du quart de dimanche suivant, éliminant une défaillance de court-circuit en milieu de semaine. Les essais à 2,5 milliards de préformes de prétention YR⁻¹ ont coupé les arrêts d'urgence de 11 à 3 par an.
Lubrification à broches de valve sans larme
PET en carbonisé forme une laque noire autour de la broche de soupape après ≈ 1,5 million de coups, provoquant un mouvement lent et une crise d'épingle éventuelle. Au lieu de tirer l'intégralité du collecteur, injectez 0,3 g de graisse à base de PTFE approuvée par la FDA à travers le port de purge du piston pneumatique tous les 250 k cycles. Une valve à ressort unidirectionnelle miniature (12 USD par cavité) empêche la migration de graisse dans le flux de fonte. La procédure prend 30 min en ligne et prolonge la durée de vie des broches de 3 m à 8 m de plans.
Protocole de changement de couleur en moins de 45 minutes
Passer des préformes en eau claire en blanc laitier opaque utilisé pour prendre 90 min de composé de purge. Maintenant, séquentirez l'arrêt comme suit: baisser la température de fusion à 255 ° C (toujours au-dessus du TM TM mais en dessous du seuil de dégradation), effectuez 50 coups de HDPE à faible MFI, puis 10 coups de l'animal de compagnie de couleur suivante. Le HDPE frotte les murs métalliques sans adhérer au TEP, réduisant le volume de purge de 70%. La ligne est de retour à des préformes vendables en <45 min, économisant 1,2 t de dérapage en résine par semaine.
Firmware de contrôleur: la variable oubliée
La plupart des OEM mettent à jour les algorithmes de séquençage de la vanne tous les 18 mois. Un décalage du firmware peut créer un décalage de synchronisation de 0,02 s entre les signaux d'ouverture de la cavité, suffisamment pour générer des lignes de soudure qui échouent les tests de charge supérieure. Abonnez-vous au service de poussée du micrologiciel du fournisseur du contrôleur et planifiez les mises à jour pendant les fenêtres de maintenance préventive. Documentez la révision dans le journal de bord des moisissures; Les auditeurs aiment la traçabilité.












148, Rue Yongda, Rue Jiangkou, District Huangyan, Taizhou, Zhejiang, Chine

yn@tzyuno.com

+ 86-576-84111565

+ 86-13575806039

![]()
Droits d'auteur © Taizhou Huangyan Yuno Mould Co., Ltd.